

- ��˾��(ji��n)�� ����>>
- ��I(y��)�L(f��ng)�� ����>>
- �ڙ�(qu��n)�C�� ����>>
- ��I(y��)�Ļ� ����>>
- �l(f��)չ�v�� ����>>
- ��(y��ng)���I(l��ng)�� ����>>

ĥ�ۙC(j��)����ۏS�ĺ����O(sh��)��֮һ��ĥ݁����Z��Ҫ�Ĺ���������ĥ�ۙC(j��)ʹ��һ�Εr(sh��)�g��ĥ݁����ĥ�p��ԭ����Ҫ�������z��ɰ���@����Ҫ���ڸ��Qĥ݁�����˱��ڴ���˽���Qĥ݁���^�̣��F(xi��n)���ҹ�˾KA��ĥ�ۙC(j��)���P(gu��n)��(n��i)�ݽ�B���£�
һ����(zh��n)��ĥ�ۙC(j��)
���E1���P(gu��n)�]ĥ�ۙC(j��)�����_��ԓ�C(j��)����(hu��)������(d��ng)��
���E2���Д����s�՚��ݔ�롣
�����Q݁

���E1�����C(j��)�w�ɂ�(c��)��(c��)�T��1����
���E2������(c��)�T���g�B���w��2����
���E3��������ĥ�T��3����
���E4��������ĥ�T��4����
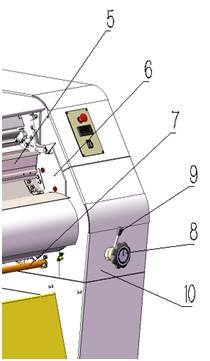
���E5������(d��o)�������ף�5����
���E6������(d��o)��������Ҍ�(d��o)�壨6����
���E7������ĥ݁�����b�ã�7����
���E8��������݆��8����
���E9������܈���i�o�b�ã�9����
���E10����������M����10����
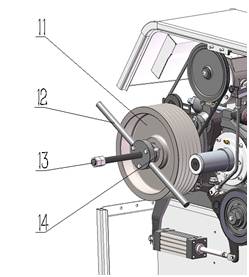
���E11�����S�C(j��)���ߣ�12����13����14����������(d��ng)��݆��11�� ���¡�

���E12�����_С���o݆��15����
���E13��ȡ��V����16����
���E14��ȡ��ι��݁����(d��ng)��݆��17����
���E15��ȡ���X݆��ܲ�?zh��n)��?d��ng)�U��18����
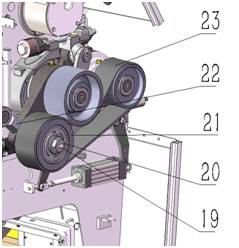
���E16�����_��˨��19����
���E17�����_���o݆�S��20����
���E18�����_���o݆�{(di��o)��(ji��)�U��22����ȡ���XШ����23����
���E19�������o݆�S��20���͏��o݆��21��һ����¡�
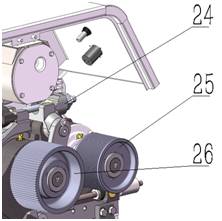
���E20������(j��)���E11������݁Ш��݆��25������݁ͬ����݆��26�����¡�
���E21������܈����{(di��o)��(ji��)�b�ã�24����
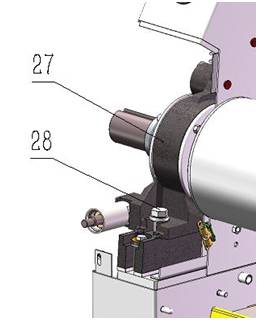

���E22�����_�����¿�݁�S������27���ɂ�(c��)����˨��28����
���E23�����¿�݁����݁�S����һͬ���£���
���E24��ȡ���S����֧�Ώ��ɣ�32��
���E25��ȡ��Ƕ�K֧�ܣ�33��
���E26�������o�ۣ�31��
���E27�����_��˨��29�������M݁�S�����w��30����
���E28��������݁�����ò�����݁�S�������w����
��������ĥ݁�S��

���E1��������ᔣ�1�������ⲿ�S���w��2���Bͬ�S�^���ף�3��һ��γ���

���E2����ĥ݁�A��ĸ�b�ߣ�5�����_�A��ĸ�������S������8mm�����b��ĥ݁��(du��)���ĥ݁���D(zhu��n)�壨4�����ڷ���̶���

���E3����Һ���b�ߣ�7���cĥ݁�S�^��Һ������ڌ�(du��)�R��ʹ�ܷ�����l(f��)�]���á�
���E4���Q�o��(du��)�����˨��8����
���E5����Һ���ã�6���ĉ���ܛ���B�ӵ�Һ���b�ߣ�7���ϡ�
���E6�����ñ����a(ch��n)�����͉������{(di��o)�ĝL���S�Џ�ĥ݁�S�^���F�����ω�����
���E7�����_Һ����(6)�ϵĻ����y��������ጷţ��ͻ����������С�
���E8������Һ���b�ߡ�
���E9��ȡ���{(di��o)�ĝL���S�к��S�Ѓ�(n��i)�����cĥ݁݁�w����֮�g���㲿����
���E10��������ʹ��ǰ?���{(di��o)�ĝL���S�У���Ҫ�r(sh��)��������ϴ��������ע��(r��n)��֬���@�(xi��ng)������Ӱ��{(di��o)�ĝL���S�е�ʹ�É�����
�ġ����bĥ݁
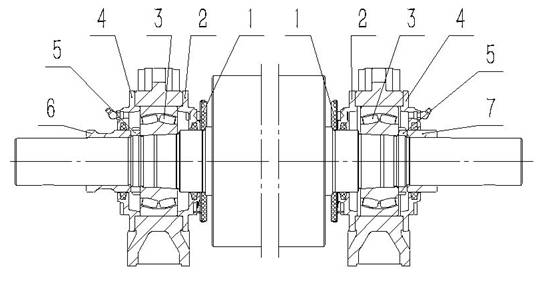
��һ��ĥ݁�S�еİ��bҊ�D1
1���ڴ��(xi��ng)�����У�ÿ��(du��)ĥ݁���������
���1��4��(g��)݁�w�˲��ܷ��b�ã�1�������ܷ��Ȧ
���1��4��(g��)��(n��i)��(c��)�S���w��2�������ܷ�Ȧ������2��(g��)���ڹ̶���
���1��4��(g��)�{(di��o)�ĝL���S�� 22315EK��3��
���1��4��(g��)�A��ĸ��4��
���1��3��(g��)���(c��)�S���w��5����ȫ�װ����ܷ�Ȧ�͝�(r��n)�����졣����1��(g��)�S���w���ڿ�݁�̶����S�У���ɂ�(g��)���ڸ���(d��ng)���S�С�
���1��16��(g��)��(n��i)���LjA���^��� M10×100��
���1��2��(g��)�S�^���ף�5����2��(g��)��݁�S�^���ף�6����
�����@Щ����Ϳ��Ԍ��S���b��ĥ݁�����Ԍ�(du��)�S���M(j��n)���{(di��o)�����ӝ�(r��n)��֬�����M(j��n)���ܷ⡣
2�����b�X݁���z��ĥ�X��(sh��)��ĥ�X�ǶȺ�б�ȡ�
3�����b��݁���z�����ȡ�
�@Щ��(sh��)��(j��)���̴���ĥ݁�S�^�ɶˡ�
4���F(xi��n)��������ĥ݁�S����Ϳ�����S���P�͡�
5�����b���EҊ�D1
ĥ݁?zh��n)��ĥ݁�Ҷ?/p>
�D1
���E1����݁�w�˲��ܷ��b�ã�1���е��ܷ��Ȧ��Ħ����Ϳ�϶����f��(r��n)�������b�ϴ��b�ã�������ƽ��ë���泯��ĥ݁݁�w݁�w���档
���E2���b���(n��i)��(c��)�S���w��2����ͨ�^����S���w��˨�׃�(n��i)�ĉ��T��ĸ���c���(c��)�S���w�^(q��)���_����ĥ݁?zh��n)�?c��)�����S�й̶��ˣ�ԓ�S���w���_(t��i)��7.5mm����ĥ݁�҂�(c��)�����S�и���(d��ng)�ˣ�ԓ�S���w���_(t��i)��3.5mm��
���E3���b���{(di��o)�ĝL���S��22315EK��Ʒ�ƞ�SKF��FAG���@Щ�S�а��bǰ�ij�ʼ��϶��0.075-0.090mm���ÈA��ĸ��5�����o���S�У��A��ĸб���泬�⣩��ֱ���L���c�S����Ȧ֮�g���g϶�pС0.035-0.045mm�������g϶����С��0.030mm���y(c��)���S���g϶�r(sh��)�������������^�ɂ�(g��)�L���������S�C(j��)�����е�ĥ݁�A��ĸ�b���Ͼo�A��ĸ��ĥ݁��һ���B��ĥ݁���D(zhu��n)�塣
���E4���S�а��b���_��ע250g���ҵĝ�(r��n)��֬������һ�����L��֮�g��һ����������(c��)�S���w��4����
���E5����݁���b���݁�S������
���E6��ĥ݁�S���b�댦(du��)��(y��ng)���S�^����(6)��
���E7���b�����(c��)�S���w��4����ͨ�^�S���w�ϵ�ע������c��(n��i)��(c��)�S���w�^(q��)���_����ĥ݁?zh��n)�?c��)�����S�й̶��ˣ�ԓ�S���w���_(t��i)��7.5mm����ĥ݁�҂�(c��)�����S�и���(d��ng)�ˣ�ԓ�S���w���_(t��i)��3.5mm��
���E8����M10×100�ă�(n��i)���LjA���^��ᔌ���݁�S������(n��i)���S���w�B����һ����݁��(n��i)���S���w��һ��(g��)M10×100�ă�(n��i)���LjA���^����R�r(sh��)�̶���
ע�������ܷ�ȦͿ�϶����f��(r��n)������
������ĥ݁�İ��b
ĥ݁�İ��b����c��ж����෴��
�@����ע�������c(di��n)��
1����ֹ݁�w�˲��ܷ��b���D(zhu��n)��(d��ng)�Ķ˲��ܷ⚤�w�������ڃ�(n��i)��(c��)�S���w�İ��ۃ�(n��i)��
2����ǰ݁�b��֮ǰ��һ��Ҫ���S����֧�Ώ����b�ϡ�
3��ǰ݁�b���һ��Ҫ�y(c��)��ǰֱ݁������ǰֱ݁���c�����λ�����ϵ��x��(sh��)��һ�£��t회���������һЩ�Ƅ�(d��ng)��ֱ���̶��cǰֱ݁����ȡ�Ȼ������(y��ng)����˨�Q�o��
4������܈����{(di��o)��(ji��)�b���ϵ����U������ĸ�M(j��n)��܈��Ĵ��{(di��o)��(ji��)��
�{(di��o)�ݗU��(y��ng)��������Ҫ���{(di��o)��(ji��)���{(di��o)�ݗU�ϵ�֧�c(di��n)�N�S���N�S��ĸ֮�g�����ľ�188mm���ҡ����{(di��o)��(ji��)��܈����(y��ng)����(j��)��ͬ�Ĺ�ˇλ�ö������磺1B��0.7mm����݁܈��Z���0.3mm��
5�����b��(d��o)��������Ҍ�(d��o)��ǰ��ĥ݁��횺�܈����܈��ԓ��(d��o)���cĥ֮݁�g��(y��ng)��0.5mm���ҵ��g϶��
6��ԇĥ�r(sh��)�������{(di��o)����݆��
�������ε��İ��b
������ùε������b�õ�ĥ�ۙC(j��)�ړQ݁�r(sh��)�Q�ϵ�ĥֱ݁����֮ǰ��С���t�ε�����֧����Ҫ���¶�λ���@�r(sh��)����Ҫʹ���S�C(j��)�����еĹε��{(di��o)��(ji��)���塣
�������ɳ��������(c��)���ڹ̶��ε�����֧�ε���˨��ֱ������֧�ο���ˮƽ�Ƅ�(d��ng)��
�������ε��{(di��o)��(ji��)���尴����Ҫ���ڹε�����֧���ϣ�ʹ����İ��A�����ó���ǰ݁��
�F(xi��n)�ڿ��������{(di��o)��(ji��)���匢�ε�����֧��ˮƽ�Ƅ�(d��ng)��ֱ���������A�dz���ǰ݁��ֹ����ˣ����㌢����֧���{(di��o)��(ji��)��λ��
Ȼ��Q�o���������(c��)���ڹ̶��ε�����֧�ε���˨��
����ε��ȷ���һ߅��֧���ϣ������ַŵ���һ��(g��)֧���ϣ��t�f���ε�����ú��m�ˡ�
���ģ�ĥ݁����(d��ng)�b�õİ��b
1��ĥ݁������(d��ng)��݆�İ��b
ĥ݁������(d��ng)��݆�İ��bҊ�D2�����bǰ���茢ι��݁����(d��ng)��݆�͎�݆�{(di��o)���������_���b��λ��
�D2
�����S�C(j��)�����е�ĥ݁��݆���b֧������2����ĥ݁��݆�b���S��3����ĥ݁��݆���R��4����ĥ݁������(d��ng)��݆��1�����b��λ��
2��ĥ݁Ш��݆��ͬ����݆�İ��b
ĥ݁Ш��݆��ͬ����݆�İ��b����ͬĥ݁������(d��ng)��݆�İ��b��
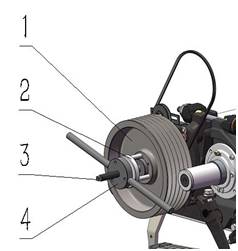
3���XШ�����{(di��o)��Ҋ�D3

�D3
��ʾ����ĥ݁��܈��B(t��i)�y(c��)���A(y��)�o����Ш��݆��ͬ����݆��(n��i)��(c��)�S��λ�������c�S�^��������濿�o���XШ����ĥ݁��܈�r(sh��)Ҫ���x܈�r(sh��)�ɡ��XШ���ď��o����m��(d��ng)�҃�(n��i)���(c��)���o�ȱ��һ�£��^������Ɏ��X��݆�X���ѡ��X�ĉ���������Į���ĥ�p���^�o�����݆�X�Į���ĥ�p���������\(y��n)�D(zhu��n)푡��X�ĉ���������Į���ĥ�p����݆��������|���ֵĮ���ĥ�p��
���E1����ĥ݁��܈��
���E2�����_��˨��4���͏��o݆�S��3����
���E3���Ï��o݆�{(di��o)��(ji��)�ݗU��2�����o�XШ����5����
���E4����550Nm��Ť��?c��i)Q�o���o݆�S��3����
���E5������݁ͬ����݆(1)��r(sh��)��D(zhu��n)��(d��ng)3-4�ܣ�ʹ�����X���_���ϡ�
���E6���y(c��)��Ƥ�������l�ʣ�
��ͨ�y(c��)��?j��)x��
���y(c��)��?j��)x�Ă����^��6����λ���ɳ�Ƥ�����g�Ĵ�ֱ�·�5mm̎��
��Ƥ���в���һ��(g��)���w���ݽz�������Ó���
�xȡ�y(c��)��?j��)x�ϵĔ�(sh��)��(j��)��
�؏�(f��)���^��3-4�Σ����ƽ��ֵ��
��Ƥ�����o�ñ��±��еĔ�(sh��)ֵ��3HZ����?y��n)鏈�o����(hu��)���\(y��n)�к������½���
��550Nm��Ť��?c��i)Q�o���o݆�S��3����������˨��4���M(j��n)�й̶���
��ĥ݁�x܈��

���Qĥ݁���ڙz���XШ�����o���ȣ��\(y��n)��60��(g��)С�r(sh��)���ң����o�l���{(di��o)����40-42Hz������(n��i)���\(y��n)��150��(g��)С�r(sh��)���ң����o�l���{(di��o)����38-42Hz������(n��i)�����ȷ����(n��i)�⏈�o�l�ʲ�ֵ≤4Hz��
�����\(y��n)�к���ÿ����360С�r(sh��)��24С�r(sh��)/�գ�15�գ�ȫ��z��һ�Σ����o�l���{(di��o)����38-42Hz������(n��i)��
����Դ���O���Z�C(j��)���F(tu��n)��
