


���
��һ�����y���S�����c�Ҽܽ��|�浽�S�����c�S����Ƥ������|����x��
a.����ȳߏ��S�����c���w���|ƽ�������S�����c�S����Ƥ������|ƽ�棨�������x��109.4mm�pȥ�Θ˿��ߺ��4mm=105.4mm����
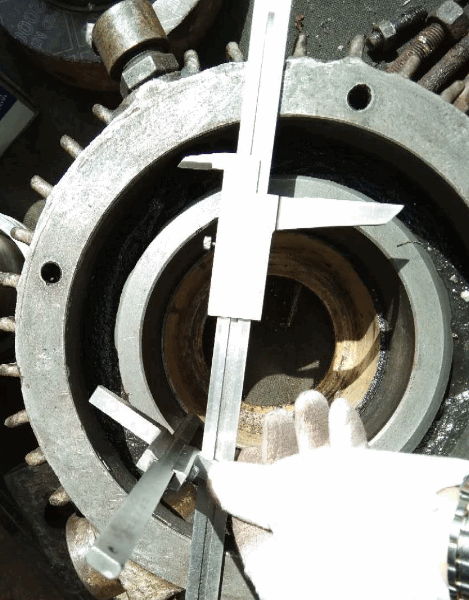
b.���Θ˿��ߏ��S���c���w���|ƽ�������S�����c�Ҽܽ��|ƽ�棨�������x��115mm�pȥ��ȳߺ��5mm=110mm����
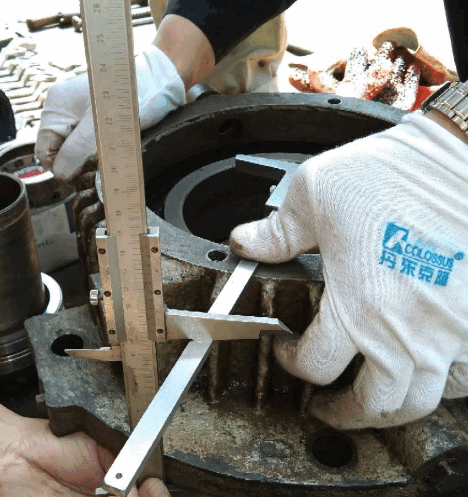
a�Ô���105.4mm�pb�Ô�110mm=�S�����c�Ҽܽ��|�浽�S�����c�S����Ƥ������|���g��4.6mm��

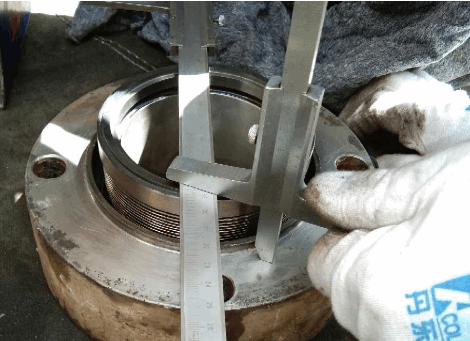
�ڶ��i�����S���ӭh���b���S�ϣ����Ȱ��b�S��Ŀ���ǣ���ֹ�{�����Sλ�ú��b�S���������Sλ��׃�������o�ù���߀���؏��{������
���S�c�S�Ѓ�Ȧ���|���浽�Ҽ��c�S������|ƽ�棨�������y���Ĕ���������ȳߺ��4mm��ͨ�^�~�����N���p�S���Ó������{���S�����ȑҼ�ƽ���4.6mm���˕r�D�Ӟ��������b�ꮅ�봮��λ�ã�Ҳ�Q�D�������\��λ�ã���
��ע���y���rע���S�Ѓ�Ȧ�����c�S�����֮�g�Пo�봮���{���|���谲�b�y������Ϻ�ȳߴ硣
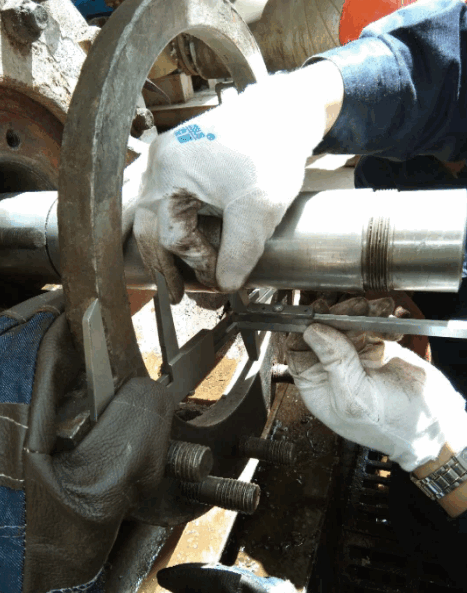
�����i�����ܷ�ǻ�c�C�≺�w�ܷ���������ӭh�ܷ��棨���Ô���25.7mm����
���Ěi���ęC�≺�w�c�ܷ�ǻ�ܷ���������o�h�ܷ��棨���Ô���29.7mm����
���IJ�29.7mm�p�����i25.7mm=���s��4mm��
��ע���Ӷ˙C��y�����s���rͬ����Ҫ���D�ӷ��ð봮��λ���M�Мy����������Ӷ�λ�S��δ��ж�����Ժ����D�ӵ�λ�ã�ֱ���M�е������͵��Ěi�������ɡ����bʽ�Cе�ܷ�o��y�����s�������й���ȫ�������̶��S����픽z�����_���s���{��Ƭ���ɡ�
ԓ����O��Cе�¹ʰ��������Ӷ˙Cе�ܷ���Fй©��r�M�Г��������봮���{���|��2.6mm������s�yһ�ܣ��{���|������ˮ�������b�r�{���|©�b���P܇δ�l�F���@���}���_�ú���Ӷ˱��w�c�~݆����汧�������´��ޣ�����������£���ӛ����ӛ����ӛ��Ŭ������001�˜ʣ�0��ȫ�|���¹ʡ�0������1���_܇������
����Դ���Cе�ܷ⣩
