


�Ѽy�ķN������ӣ�ԭ�����Ѽy����̎���Ѽy������Ѽy�ȣ����^���ۻ�������R�e��������һ�T����Ҫ���n�̣��@�ӱ��ڜʴ_�����Ѽy�l������һ���������ڷ����Ѽy�a����ԭ��
���ȣ��茦“ԭ�����Ѽy”��“����Ѽy”�ȴ_�������������F���Ѽy�����������“����Ѽy”��ֻ���^����������Ѽy�a������Ҫ���ؿ����ٷֳɣ�
1��ԭ����ȱ�����µ�����Ѽy.
2����칤ˇ�������µ�����Ѽy��
���Ѽy���^�ΑB���M�д�� ^�֣��M��һ���cĸ�ğo�P���v���Ѽy��Ҫ�Y���Ѽy�ΑB�c呴�ˇ�ȽY�Ϸ�����
�Ѽy�ɂ���Ó̼���϶�������^���Юa���ģ�������ԭ����߀����칤ˇ��ɵģ��@����Ҫ���������ˇ�^��ȥ������
��ͬһ����ͬ�N��̖�Ĺ���������Ѽy��������һ��λ�ã����@�R��������^�\����߅��Ó̼���������Ѽy��һ����ͬһλ���؏ͳ��F���@�R����\��һ����������߀����һ��Ҏ�ɵġ�
�����Ѽy������c���Ͽv��һ�µġ���呴��Ѽy�ЃɷN��һ�N���^���^����ɵģ��Ѽy����������Ó̼�F��߀��һ�N�Ǵ����FҲ����ɰl�ѣ��@һ�N�о����Ɖ�˺�ѵĬF�Ľ����Ͽ��ԅ^�e�_����
����Ŀ�ģ�
1������Ҫ��
2�����Ʋ��σȲ��M������������������Ԫ�سɷ��c�M����
3��ʹ���ϸ����ܣ�呺ϲ��σȲ�ԭ��δ��¶�՚�Ŀs�����ɵȵȣ��������ֲ���������
4��ͨ�^������呺��̎����ʽ�����µ�������ա�
��ˣ����呺�ԭ���σȲ�һ����ȱ����؟���ڡ������T呼�������ֱ������V呉��_ʼ�ģ���V�Ȳ���Ȼ���ڴ�����ұ�Tȱ�ݣ��@Ȼ����������죬�����Ԍ����е����^“ȱ��”呺ϡ����ԣ���칤ˇ�ĺ������ǛQ��呼��Ƿ���_�ѵ���Ҫԭ��
��Ȼ������ijһ��������칤ˇ�������ǰ�����ǰԭ����������_��ԭ����ȱ�ݵȼ�����Ҫ��ģ�����ԭ����ȱ�ݵȼ�����Ҫ����ԭ��칤ˇ�������F���_�ѬF���҂������J��“ԭ����ȱ�����µ�����Ѽy”��
�Ѽy���}���w���}���w�������Y�Ϲ�ˇ�^�̷����������ӟ��^���Л]�б��o��ն���ԓ���]����쑪ԓ�ǰ�ԭ�����Ѽy呴��ܺϲŌ�������Ƥͨ�������ǻ�ɫ�ģ��Ƙ��^����ɵ��K�|�������ɵ��ɫƫ�ڣ��߱���һ����֪�������ڟo���ֱ�ֱ�Ӵ����Vһ���ֱܷ档
����Ѽy
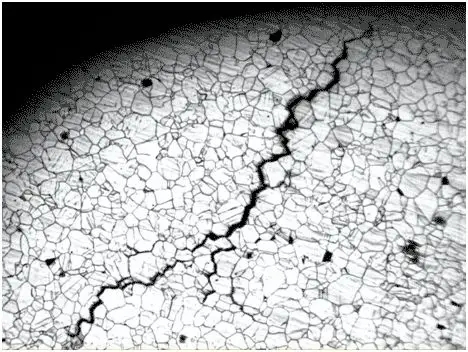
����Ѽyһ���ڸߜؕr�γɣ����׃�Εr�����Ѽy�U���|�՚⣬����100X��500X���@�R���^�죬��Ҋ���Ѽy�ȳ�������Ƥ���҃ɂ���Ó̼�ģ��M�����F���w�����ΑB�������Ѽy���^�։���һ�㽛���l��ʽ���ڣ��o������ˣ����^�A�����o�����ķ����ԣ������ϵ����ΑB�⣬�Еr�����F��Щ����Ѽy���^�����Ѽy�܇�����ȫÓ̼���ǰ�Ó̼��
���͵�����Ѽyʾ����
߅���^��������

��̎���Ѽy
���ӟ��^���Юa�����Ѽy�c���ӟ��^���γɵ��Ѽy�����|���ΑB�������@�IJ�e�����Y��䓶��ԣ���̎��ض�һ���^���ض�Ҫ�͵ö࣬��ʹ�Ǹ���䓡��ߺϽ����ӟᱣ�ؕr�g�t�h�hС�����ضȡ����ڟ�̎���ӟ�ض�ƫ�ߣ����ؕr�g�^�L����ټӟᣬ�����ڼӟ��^���Юa�������_�ѡ��a�������^�ִ���߅��ֲ����Ѽy���Ѽy�ɂ�����Ó̼�M��������ӟ��ٶ��^�죬Ҳ���a�������_�ѣ��@�N�Ѽy�ɂȟo���@Ó̼�����Ѽy�ȼ���β����������Ƥ���Еr��ߜx��ʧ�`���ضȷdz��ߣ���ʹ����ĽM���O�ִ����Ѽy�شִ���߅��ֲ���
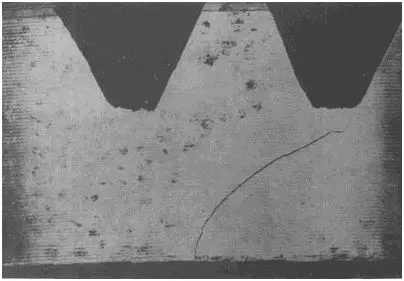
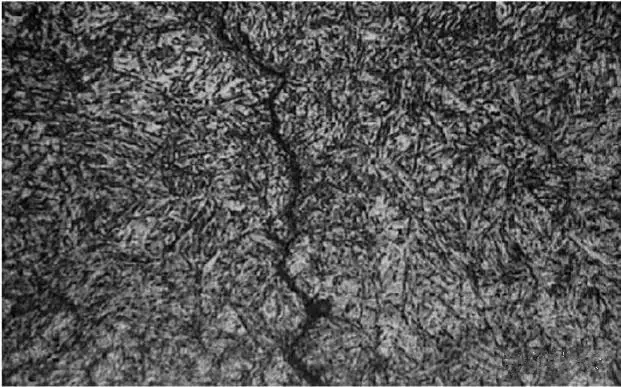
���͵Ĵ���Ѽyʾ����
500X�£�����X���ʼ���Ѽy�����Y�����Ѽy��С���o���Ѽy̎δ�l�F����ұ���A�s���]��Ó̼�F���Ѽy����X�����죬���д���Ѽy�ĵ���������
����Ѽy�c��̎���Ѽy�a��ԭ��
1������Ѽy�a��ԭ���������^���У�����䓲Ĵ��ڱ��漰�Ȳ�ȱ�ݣ���l�y��ɰ�ۡ��Ѽy���A�s�Ƥ���ݡ��s�ס����c�͊A�ӵȣ������ܳɞ�呴��_�ѵ�ԭ�����⣬����呴�ˇ������� �����������^�ᡢ�^����K呜ض�̫�ͣ�呺���s�ٶ��^��ȣ�Ҳ�����呼��_�ѡ�
2����̎���Ѽy�a��ԭ����Ѽy�Ǻ��^�Ѽy����Ҫ�ɺ��^���������ڌ��H���a�^���У���ƹ��������ڽY���OӋ��������䓲��x�������ضȿ��Ʋ����_��������ٲ����m�����أ�һ�����������ȑ�������ʹ���γɵĴ���@�Ѽy�Uչ���γɺ��^�Ĵ���Ѽy����һ���棬�����������@�Ѽy�����жȣ��������@�Ѽy�Ĕ�����������䓲ĵĴ����Sk,�Ķ��������Ѽy���γɿ����ԡ�
Ӱ푴��ѵ�����
Ӱ푴��ѵ����غܶ࣬�@��H�����a�г������ĎN��r��һ��B������
1��ԭ��������ȱ�ݶ����µĴ��ѣ����ԭ���ϱ���̓Ȳ����Ѽy��A�s���ȱ�ݣ��ڴ��֮ǰδ�l�F���п����γɴ���Ѽy��
2���A�s��µ��_�ѣ��������Ȳ��A�s����أ�������A�s������ѽ��[�����Ѽy�����r���п��ܮa���Ѽy��
3����ԭʼ�M�����������µĴ��ѣ�
4�����ضȲ�����ɵĴ��ѣ����ضȲ�������������ѣ�һ���ЃɷN��r��
��1���x��ָʾ�ضȵ��ڠt�ӵČ��H�ضȣ�ʹ���ض�ƫ�ߣ���ɴ���^�ᣬ���¹����l���_�ѡ������^�����_�ѵĽ���M�������ھ����ִ�ʹִ���R���w��
��2��䓼����H��̼������䓲���̖��Ҏ���ĺ���������ԭ��̖���������ˇ���r�����������䓵Ĵ��ضȣ������������^��;����L��ʹ���r���������������ѡ�
5�������s������ɵĴ��ѣ����r������s������Ҳ��ʹ����a�������¹ʡ�
6���C�ӹ�ȱ���µĴ��ѣ����ڙC�ӹ���������������������˴ֶ���ĵ��ۣ��M���Ǻܺ��ε�������Ǒ������еĵط���Ҳ���ڴ��r����_�ѣ����ڷ����^���аl�����ړp�ġ�
7��������Ό�����Ѽy��Ӱ푣�������Π������������^�ȅ^������^���ڴ��r�����������Юa���Ѽy��
8�������r�ػ����µ��_�ѣ������r�ػ𣬌����������������^��������Ѽy�a����
�Ѽy�ķֱ淽��
��΅^�־����Ǵ���Ѽy���ػ��Ѽy������Ѽy߀��ĥ���Ѽy���Ǻ���Ҫ�ģ��@�ӱ��ڜʴ_�����Ѽy�l������һ���������ڷ����Ѽy�a����ԭ��
��һ��ע�����Ѽy��ĥ���Ѽy�ΑB�IJ�ͬ�����ڴ��rδ�l�F����ĥ����Űl�F���Ѽy��Ҫ�^�e�Ǵ���Ѽy߀��ĥ���Ѽy�����Ѽyδ������Ⱦ��r���^���ף��˕rע���Ѽy���ΑB���e���Ѽy�lչ�ķ���ĥ���Ѽy�Ǵ�ֱ��ĥ������ģ���ƽ�о��ΑB��������נ��Ѽy��ĥ���Ѽy����ȸ��\��������Ѽyһ�㶼���^�� ���^���cĥ����ͬ�o�P�����ֱ��������_�ѡ�
�ڶ���ע���Ѽy�l���IJ�λ�����J�İ��D��̎����߅��̎����ӡ̎�����ӡ̎���Cе�ӹ���ɵı���ȱ�ݵȲ�λ�����@Щ��λ�l�����Ѽy���ٴ���Ѽy��
������ͨ�^�^��������є����^���Ǵ���Ѽy߀�Ǵ��ǰ������Ѽy��������r��ɵ��Ѽy�����Ѽy����ʰ�ɫ��ɫ��\�tɫ(ˮ��r��ɵ�ˮ�P)�����ɔඨ�����Ѽy�����Ѽy��������ɫ����������Ƥ���F���ǾͲ��Ǵ���Ѽy��ϵ���ǰ�ʹ��ڵ��Ѽy����������^�����ӕr�γɵ��Ѽy���@Щ�Ѽy������������U�������Ѽy����������MS�c���r�γɵģ�������Dz����������ġ�
���ģ����@�M���У�����Ѽy���ؾ�����ѣ��������ؾ�����ѣ������ؾ��Ȕ��ѣ��t����ƣ���Ѽy��
���壬����Ѽy�܇���Ó̼�Ӵ��ڣ��ǾͲ��Ǵ���Ѽy�����Ǵ��ǰ�ʹ��ڵ��Ѽy��������Ѽy�Ǵ����s�r�a���ģ��^�����l��Ó̼�F��
��Դ����ӹ�Փ��
������wԭ����C�����У�
